TCR ריפּ ריסייקאַלד ניטיד ספּאַנדעקס אויסשטרעקן שטאָף
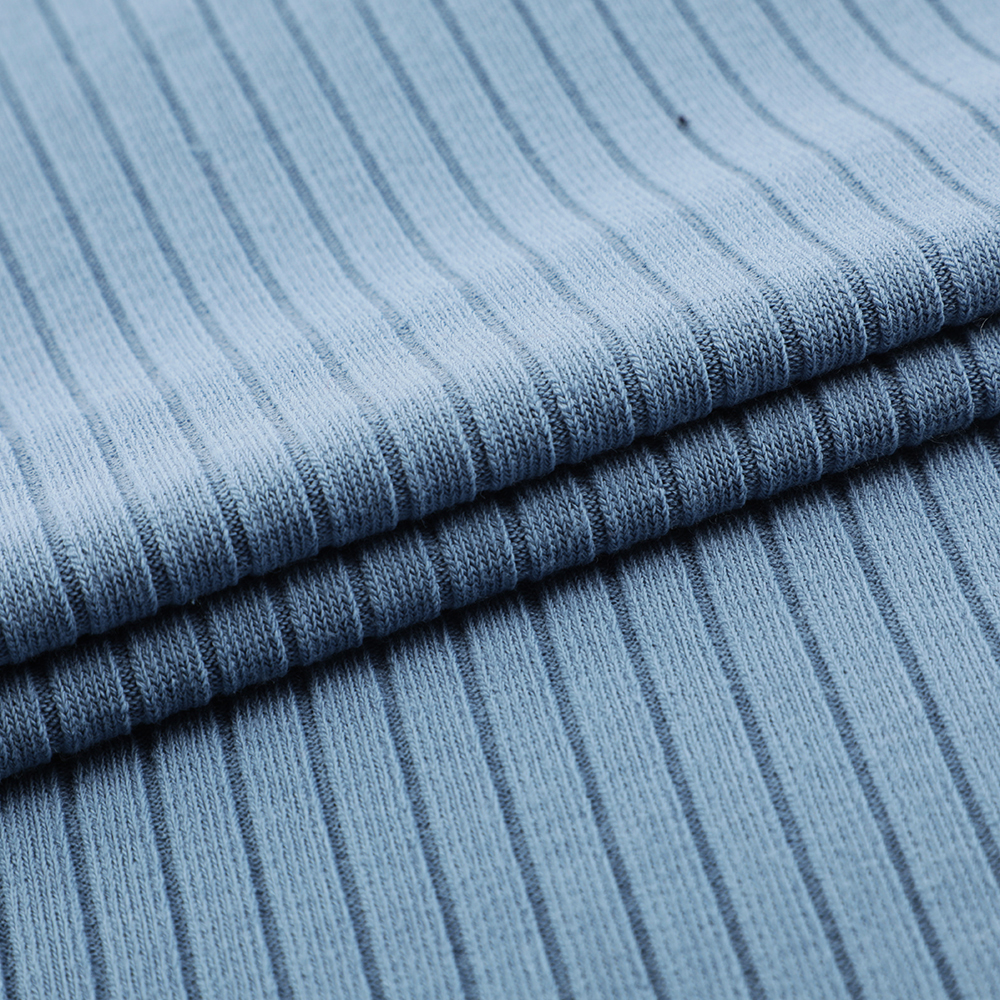



TCR ריפּ ריסייקאַלד ניטיד ספּאַנדעקס אויסשטרעקן שטאָף
דער פּראָדוקציע פּראָצעס פון ריבינג
1. רוי מאַטעריאַל דורכקוק: דאַרפן רוי מאַטעריאַלס אין די ווערכאַוס, די דורכקוק אָפּטיילונג בייַצייַטיק מוסטערונג, יאַרן ציילן, פּאַס יונאַפאָרמאַטי, קאָליר חילוק, קאָליר בלום, פאַסטנאַס און אנדערע טעסץ, צו די ווערכאַוס ווייינג, עפענען קאָליר דורכקוק נומער, צילינדער נומער, פּרובירן יאַמ - פלייץ און יאַרן אָנווער.
2. וויינדינג מאַשין: נאָך יאַרן באַשטעטיקונג, געשווינד יאַרן פּראַסעסינג פֿאַר סאַבסאַקוואַנט פּראַסעסאַז, דאַרפן יאַרן דורך ייל אָדער וואַקסינג, גיסן יאַרן, באַזונדער קאָליר און צילינדער נומער צו עפענען שורה, נישט געמישט מיט צילינדער, קאָליר קאָפּ יאַרן אויב נייטיק.
3. פלאַך שטריקערייַ מאַשין אָפּטראָג צימער.
(1) נאָך די האָריזאָנטאַל מאַשין איז אין האַנט, באַשטעטיקן די וואָג, ציילן, פּעקל נומער און קאָליר נומער פון יאַרן.
(2) די באשטעטיקט יאַרן איז ריסווד צו די שטעקן לויט די פּראָצעס באַריכט.דעטאַילעד רעקאָרדס זענען געהאלטן פון די שטעקן ס יאַרן קאָלנער, קליידער שטיק און וואָג פון די אַנראַוואַלד יאַרן צו ויסמיידן יאַרן אָנווער און וויסט.
(3) מוזן זיין ריזאַנאַבלי ארויס צו יעדער אַרבעטער לויט די פּראָדוקציע פּלאַן, רעקאָרדירן די שיקט און ריטריווינג צייט, און פּלאָמבירן טעגלעך און כוידעשלעך ריפּאָרץ קערפאַלי.
4. קרייַז מאַשין ריפּ שטריקערייַ.
(1) איידער צוגרייטונג, די וישאַלט אַרבעטער מוזן מאַכן מעטשאַניקאַל אַדזשאַסטמאַנט צו טרעפן די פאָדערונג פון פּראָצעס געדיכטקייַט פֿאַר צוגרייטונג.
(2) אָפּערייטערז מוזן שטריקן און פאָרעם קליידער וואָס טרעפן די באדערפענישן אין לויט מיט דעם פּראָצעס אָדער דיסק און קוואַליטעט.
5. האַלב-פאַרטיק פּראָדוקט דורכקוק.
(1) נאָך די פאַרטיק מאַלבעש שטיק איז אַוועק די מאַשין, די געדיכטקייַט טשעק, גרייס און מוסטער וואָס ריכטן זיך וועט זיין דורכגעקאָכט אין צייט.
(2) דער ינספּעקטאָר טשעקס (מאַכן זיך) פֿאַר די שאָרטקאָמינגס פון ריסיווינג, נאָדל מעלדונג, ראָוטיישאַנאַל גיכקייַט, חילוק אין לענג פון קליידער, לענג פון ריבינג, יונאַפאָרמאַטי פון געדיכטקייַט, מיסט סטיטשיז, עמבעדיד סטריפּס, מאָנאָפילאַמענט, קאָליר חילוק, פאָדעם ראַבינג, סטאַינס, אאז"ו ו ווי ספּעסיפיעד אין די דורכקוק פּראָצעס.
(3) רעקאָרד די וואָג פון אַ איין שטיק.(אויב עס זענען 2 אָדער מער קאָלאָרווייַס, דיטיילד רעקאָרדס פון יעדער קאָליר וועט זיין געמאכט).
(4) טשעק איידער די שטריקערייַ ווען די קליידער שטיק איז פּולד אין פאַרשידענע אינסטרוקציעס, די מאָס אַרבעטער מוזן ייַנשרומפּן.
6. גרייס, אויסזען טשעק: ייערנד קליידער מוזן זיין געוויינטלעך קאָנטראַקטעד צו טרעפן די גרייס.אין די גרייס שייַעך טאָלעראַנץ קייט קענען זייַן געזען אין די אויסזען, אויסזען מוזן זייַן באזירט אויף דער קונה ס רעקווירעמענץ מיט דערמאָנען צו באַשטעטיקן די אָפּעראַציע פון דער מוסטער קליידער.
די אויבן איז דער פּראָדוקציע פּראָצעס פון ריבינג, די פירמע האט דעוועלאָפּעד פֿאַר פילע יאָרן, און חברים פון אַלע גייט פון לעבן צו זוכן פּראָסט אַנטוויקלונג, פאָרזעצן צו צושטעלן ויסגעצייכנט פּראָדוקטן און באַדינונגס פֿאַר נייַע און אַלט קאַסטאַמערז.